







Philosophy
Leading the Pack Sustainably

Vision
To be the most sustainable packaging company in the world

Mission
Achieve Capital Efficient, Consistent Earnings Growth
EPL GLOBAL
worldwide reach
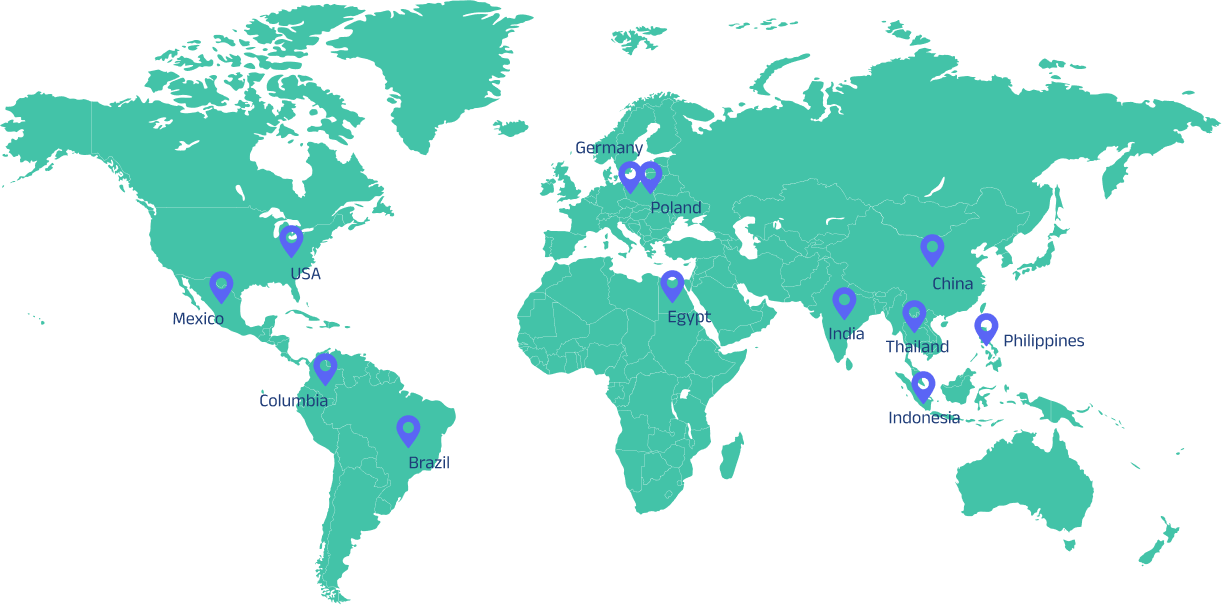
EPL has an extensive global reach capable of supplying a perfectly harmonized system for all production needs. With 21+ plants in 11 countries, we deliver over 8 billion tubes a year to over 1200 clients worldwide. For over four decades we have been driving forward innovations, enhancing our performance to remain the global packaging partner of choice.
NETWORK
TECHNOLOGY & INNOVATION
EPL’s technology network is spread across 11 countries. With superior technology and four decades of global experience, we deliver the highest-quality value-added products to our customers. We also lead research that advances the science and technology of packaging.
We develop packaging with superior barrier properties, visual appeal, convenience, and dispensability. Our Innovation Team comprises some of the world’s foremost packaging technologists, who have now extended our expertise to new areas like mini-tubes, seamless plastic tubes, caps, and closures.

WE ARE “ONE EPL”
TAKE A LOOK AT
OUR JOURNEY.
We have come a long way since we started production in 1984. Our early success hinged on extraordinary products to serve our lead clients – who, in turn, took us along with them as they expanded their operations to markets globally.
Along the way, we grew via joint ventures and acquisitions, deepening our footprint in each market. In the last decade, we set up factories across several markets globally, striking deep roots as a truly global packaging company.
Today, we employ over 5300+ employees from 25 different nationalities at 21+ state-of-the-art facilities in eleven countries across all continents. We enjoy a marquee customer base of global, regional, and local niche brands, and are now a fully backward integrated manufacturer – from blown film to tubes.
BOARD OF
DIRECTORS

Davinder Singh Brar
Independent Director and Chairman
Mr. Brar is the promoter of GVK Biosciences Private Limited, Excelra Knowledge Solutions Pvt. Ltd and Davix Management Services Private Limited. Mr. Brar started his career with Associated Cement Companies (ACC) and later joined Ranbaxy Laboratories Limited, where he rose to the position of Chief Executive Officer (CEO) and Managing Director. Apart from EPL Limited (formerly known as Essel Propack Limited), Mr. Brar currently serves as Chairman on the Board of Mphasis Limited and Director on the Board of Maruti Suzuki India Limited, Wockhardt Limited, and Mountain Trail Foods (India) Private Limited. He is a member of the Advisory Board of the USA-India Chamber of Commerce (USAIC). Mr. Brar was also the Director of the Reserve Bank of India (RBI) during 2000-2007. Mr. Brar has a bachelor’s degree in electrical engineering from Thapar Institute of Engineering and Technology, Patiala; and a master’s degree in management from Faculty of Management Studies from the University of Delhi (gold medalist – 1974).

Sharmila Abhay Karve
Independent Director
Sharmila Karve was an audit partner with Price Waterhouse and has spent her career performing audits of large multinational and Indian business houses. She has served as the audit partner for some of the largest FMCG, Pharma, Telecom and Insurance Companies in India. Sharmila was the Head of Audit for the Price Waterhouse network of firms in India between 2009 to 2012 and during this time she was actively involved in negotiating the settlement with the US Regulators. She took over as the Head of Risk & Quality for the India network in 2012 and was appointed as the Head for Diversity and Inclusion for the PwC Network. In her role as the Head of Diversity & Inclusion, Sharmila was a speaker at various forums. She holds a FCA degree from the Institute of Chartered Accountants of India.

Shashank Sinha
Independent Director
Shashank Sinha has a background in engineering and received his MBA from the Indian Institute of Management, Lucknow. He served as MD & CEO of Strides Pharma Science Limited (Strides), an Indian pharmaceutical company, listed on the Bombay Stock Exchange. Under his leadership, Strides rapidly built scale and scope, growing revenues 4x in 4 years and established a multinational footprint. Immediately before Strides, he headed the global flexibles business of Huhtamaki Oyj, a leading consumer packaging company headquartered in Espoo, Finland. He led the acquisition of Positive Packaging Pvt. Ltd. and its merger with Huhtamaki PPL. Earlier, he held leadership roles with Godrej Consumer Products Ltd., Navis Capital Partners, Sara Lee Corporation and Reckitt Benckiser plc. With more than thirty years in consumer packaged goods businesses in home and personal care as well as food and beverage categories, Mr. Sinha has wide international experience having lived and worked in eight countries. He founded Wabi Sabi Advisory LLP, where he brings to bear his wide international experience and deep industry knowledge. He has served on the board of several companies in India and overseas and is currently on the board of Strides Consumer Pvt. Ltd. and Fullife Healthcare Pvt. Ltd.

Amit Dixit
Non-Executive Director
Amit Dixit is a Senior Managing Director and Head of Blackstone Private Equity in India, based in Mumbai. Since joining Blackstone in 2007, Mr. Dixit has been involved with various investments and investment opportunities in India and South Asia. Apart from EPL Limited (formerly known as Essel Propack Limited), he currently serves as a Director on the Boards of Mphasis, TaskUs, Comstar Automotive Tech, Sona BLW Precision Forgings, IBS Software, Jagran Prakashan, Mid-Day Infomedia and HPPPL. Mr. Dixit was previously Director on the Board of Intelenet Global Services, Trans Maldivian Airways, Igarashi Motors India, S.H. Kelkar and Emcure Pharmaceuticals. Prior to joining Blackstone, Mr. Dixit was a Principal at Warburg Pincus. He received an MBA from Harvard Business School, an MS in Engineering from Stanford University, and a B.Tech. from Indian Institute of Technology Mumbai where he was awarded the Director’s Silver Medal for graduating at the top of his program.

Dhaval Buch
Non-Executive Director
Dhaval is a senior advisor to Blackstone and also consults with several Indian multinationals. Dhaval was the Global Chief Procurement Officer for Unilever – a company where he has had a three-decade long career. During this time, he led the Supply Chain for Asia/Africa for Unilever and also spent 20 + years in different supply chain roles in Hindustan Unilever, culminating in his running the HUL (and South Asia) Supply Chain from 2005 – 10. Dhaval is a Mechanical Engineer from IIT Delhi. He is a Director on Board of various Companies.

Anand Kripalu
Non-Executive Director
Anand Kripalu joined the EPL Board in August 2021. He was the Managing Director & Global CEO from August 2021 to December 2025. He has more than 30 years of industry experience in the fast-moving consumer goods (FMCG) industry. Prior to joining EPL, Anand spent seven years as the MD & CEO of Diageo India, leading beverage alcohol company. He was also a member of Diageo’s Global Executive Committee. Prior to joining Diageo, Anand spent almost eight years with Mondelez International (earlier, Cadbury), where he served as the President of India and South East Asia. Prior to Mondelez, he spent 22 years at Unilever in various general management and sales and marketing roles. He left Unilever as the MD of East Africa, where he turned around a loss-making business to deliver double-digit growth. Anand holds an MBA from IIM, Calcutta, where he received the Distinguished Alumnus Award. He received his Bachelor of Technology in Electronics from IIT, Madras, and also completed the Advanced Management Program from Wharton Business School.

Animesh Agrawal
Non-Executive Director
Animesh Agrawal is a Senior Associate in the Blackstone Private Equity Group based in Mumbai. Mr. Agrawal worked at Blackstone from 2014 to 2016 and, following the completion of an M.B.A., rejoined Blackstone in 2018. Since joining Blackstone in 2014, he has been involved in the execution of Blackstone’s investments in EPL Limited (formerly known as Essel Propack Limited), Intelenet, IBS Software and Mphasis. Before joining Blackstone in 2014, Mr. Agrawal worked as a management consultant with McKinsey & Company. Mr. Agrawal received a Bachelor in Mechanical Engineering from Indian Institute of Technology Delhi. He holds an M.B.A. from the Stanford Graduate School of Business, where he was named a Siebel Scholar and an Arjay Miller Scholar.

Aloke Lohia
Non-Executive Director
Aloke Lohia is the founder and Group CEO of Indorama Ventures Public Company Limited (Indorama Ventures), a leading global sustainable chemicals producer and the world’s largest manufacturer of polyethylene terephthalate (PET), listed in Thailand. He also holds a director / chairman post in 18 other companies. Aloke Lohia has transformed Indorama Ventures over three decades through his entrepreneurial leadership, from a family-owned niche business in Thailand to a global leader in chemicals, spearheading growth, innovation, and sustainability. In 2022, Mr. Lohia received the prestigious Petrochemical Heritage Award from the Science History Institute in the U.S., recognizing his contribution to the chemical industry and Indorama Ventures’ journey as an industry leader in sustainability. In 2023, he was ranked 7th in the Top 40 Power Players list by leading industry publication Independent Commodity Intelligence Services (ICIS). Mr. Lohia graduated with a Bachelor of Commerce from the University of Delhi and holds an Honorary Doctoral Degree of Business Administration from Rajamangala University of Technology in Thailand as well an Honorary Doctorate in Science from Chulalongkorn University in Thailand.
Hemant Bakshi
Managing Director and Global Chief Executive Officer
Hemant has over 30 years of experience in the fast-moving consumer goods (FMCG) industry. He spent three decades at Unilever in senior leadership roles across India and Indonesia, including as CEO of Unilever Indonesia, a $3 billion public listed business and later as Non-executive Chairman of Unilever Indonesia. He drove consistent profitable growth, transformed go-to-market strategies, and led diversity and inclusion initiatives. Hemant also founded and led GroNext Technologies, a Unilever-funded venture building a B2B marketplace for traditional trade stores, scaling it to 12 markets across Latin America, Asia, and Turkey with over $1 billion in GMV.
Hemant received his Bachelor of Technology in Chemical Engineering from IIT, Mumbai and holds an MBA from IIM, Ahmedabad.
Executive
Leadership
Hemant Bakshi
Managing Director and Global Chief Executive Officer
Hemant has over 30 years of experience in the fast-moving consumer goods (FMCG) industry. He spent three decades at Unilever in senior leadership roles across India and Indonesia, including as CEO of Unilever Indonesia, a $3 billion public listed business and later as Non-executive Chairman of Unilever Indonesia. He drove consistent profitable growth, transformed go-to-market strategies, and led diversity and inclusion initiatives. Hemant also founded and led GroNext Technologies, a Unilever-funded venture building a B2B marketplace for traditional trade stores, scaling it to 12 markets across Latin America, Asia, and Turkey with over $1 billion in GMV.
Hemant received his Bachelor of Technology in Chemical Engineering from IIT, Mumbai and holds an MBA from IIM, Ahmedabad.

M. R. Ramasamy
Chief Operating Officer
M. R. Ramasamy has been the Chief Operating Officer since July 1, 2015. Prior to this, he was managing all of EPL’s global divisions in the capacity of President – International Business. In earlier portfolios he has led several verticals within the firm, holding positions of Manufacturing & Technology (Global), Chief Technology Officer, Director – Corporate Affairs, and Sr. Vice President – Operations and Supply Chain. Mr. Ramasamy has been with EPL for over 30+ years. He carries an Engineering degree in Chemicals & Plastics and an executive MBA from Lansbridge University, Canada. He is also a regular faculty for manufacturing excellence and Six Sigma implementation methodologies at the prestigious Indian Institute of Technology, Mumbai. The EPL team refers to him as Ram.

Deepak Goyal
Chief Financial Officer
Deepak Goyal has been the Chief Financial Officer of company since August 2023. With a diverse experience of over 22 years, Deepak has a diverse and global experience in the industries of FMCG, Financial services and Hospitality tech. He is qualified Chartered Accountant from the Institute of Chartered Accountants of India (ICAI) and holds a graduate degree in Commerce from the University of Rajasthan. Prior to his role at EPL, Deepak was the CFO for Oyo Vacation Homes based in Switzerland and has earlier worked with PepsiCo and GE Commercial Finance in various capacities.

Sonal Jain
Global Chief Human Resources Officer
Sonal Jain joined EPL in Jun, 2023 as the Global CHRO. She has more than 19 years of diverse experience in FMCG, Health Care, Information services and EdTech sector. Prior to this role, Sonal was Head of People, Asia Pacific at Coursera. Sonal has also worked in various capacities for Johnson & Johnson, Unilever and Wipro Technologies.
A well-known name in the HR community, Sonal has been recognized as one of the “10 Best CPOs in India 2023” by TradeFlock and was honoured as a “Top 100 HR Leader for 40under40” by Bombay in 2018. She was facilitated as “Inspirational Women Leader 2024 by Transformance Forum”. She was featured as Top 10 Best Women CHRO by Women Entrepreneur Magazine 2024" along with Most Iconic HR Leaders 2024 by World HRD Congress" She is a core member of CII National Committee for Leadership and HR and Forbes Council 2024. Her expertise extends beyond borders, as she has held roles and engaged teams across markets such as the Americas, Japan, Europe, Middle East, South East Asia, Africa, Australia and South Asia. Sonal holds a graduate degree in Civil Engineering for Jamia Millia Islamia and MBA in Human Resources from University Business School, Panjab University.She hold certifications and accreditations such as ICF ACC Certified Coach, Hogan Assessor, Hays Assessor, and Chartered MCIPD

Kamlesh Jain
Global Chief Information Officer
Kamlesh Jain, our Global Chief Information Officer (CIO), is a seasoned techno-commercial professional who took on the role in 2022. As the CIO, he is focused on setting up the EPM (Enterprise Performance Management) system and building our robust Planning cum Transaction system that forms a critical backbone of the Organization. His 24 years of work experience cuts across various Industries (Retail / Ports / BPO & KPO / Pharmaceutical / Energy etc.) where he has worked in functional and technical roles, specialising in areas like Development of IT Systems for Process Digitization, Internet of Things (IoT), BPM, DMS, Planning, and Analytics. He is a Chartered Accountant who worked with leading companies like Prism Informatics, AEGIS – Essar Group, Enercon, Future Group, and Adani Ports, before joining EPL in 2014. He was heading the FInancial systems and process development and GLobal Applications and SAP, before taking on the role of the CIO.

Hariharan K Nair
President - Creativity & Innovation
Hariharan Nair holds a master’s degree in polymer engineering from IIT – Delhi. He started his career with Reliance Industries Limited in 1998 and has also worked for G E Plastics and E. I. DuPont India Pvt. Ltd before joining EPL in 2017. He has over 20 years of experience in the Indian polymer Industry. In his career, he has been exposed to leadership roles in technology, business development and technical sales. As Vice President – Creativity & Innovation, Mr. Nair’s job entails conceptualizing, designing and developing new products, processes and applications. Besides interacting with customers and vendors for new product development, he also engages himself in facilitating fundamental research projects on sustainability.

Shrihari K. Rao
President - Global Centre of Excellence (B&C)
Shrihari K. Rao, is the President Global Center of Excellence (Beauty and Cosmetics) and leads our initiatives to develop innovative, sustainable products and solutions that set new standards in the fast growing segment. In his earlier roles Shrihari has been President AMESA, head of the sustainability vertical at EPL and the global head printing. Shrihari has spearheaded innovation-led printing solutions, which have led to a significant impact on the company’s growth and the leadership in the industry. Shrihari stands out for his multitasking abilities, passion for excellence, high energy levels and his passion for photography.

Kelvin Wang
President - EAP Region
Kelvin Wang joined EPL on April 11, 2016. He looks after overall business strategy planning for various product lines in the East Asia Pacific region (EAP), with operations in China, Philippines and Indonesia and is responsible for building a winning, market-driven organization and profitable growth in EAP. He has completed his Bachelor of Engineering from Shanghai Jiaotong University and his MBA from the University of Iowa, USA. He has held Technical Services, Sales and Marketing and General Management positions in the past with conglomerates like Guangdong Daya Bay Power Plant and Avery Dennison. Prior to joining us, Mr. Wang was working with Loparex Hong Kong Ltd., as Vice President Sales & Marketing, Asia Pacific.

Mauro Catopodis
President - Americas Region
Mauro Catopodis is the Regional Vice President for the Americas Region. He is responsible for leading EPL Limited (formerly known as Essel Propack Limited)’s strategic growth alongside all aspects of management and oversight of business operations in the entire region, which includes plants in the US, Mexico and Colombia. His 20+ year career has spanned key roles in Strategic Management, Sales, Marketing, as well as Mergers & Acquisitions. He has in-depth expertise across industries including Packaging, Food and Beverage. In his prior role, Mr. Catopodis served as Chief Commercial Officer (CCO) at Rembrandt Foods – one of the largest egg ingredient companies in North America. Previously, he served as Vice President of Sales and Marketing for Amcor Rigid Plastics, a global leader in packaging. Additionally he spent 16 years at Cargill – the largest privately held corporation in the USA. Mauro holds an MBA from the prestigious University of North Carolina at Chapel Hill and a Bachelor of Science in Mechanical Engineering from the Federal University of Rio de Janeiro.

Onkar Ghangurde
Head – Legal, Company Secretary & Compliance Officer
Onkar Ghangurde, is an Associate Member of the Institute of Company Secretaries of India and a law graduate from ILS Law College, Pune. With a rich and diverse experience of 14 years, prior to joining EPL, in Legal, Compliance, Governance and Secretarial Matters, for both Equity and High Value Debt Listed entities, Onkar joined EPL in Sep 2023. In past, he has been associated with Aditya Birla Fashion & Retail (ABFRL), Kansai Nerolac Paints and Tata International (TIL), where he has handled entire gamut of Corporate Secretarial & Legal activities including strategic matters such as Corporate Restructuring, Joint Venture, Fund Raising (both Equity and Debt) etc. In his stint just prior to EPL, he led the Global Secretarial Operations for TIL, where he was responsible for the Corporate Secretarial Operations for TIL and its Indian as well as global subsidiaries. In the year 2022, for recognising his contribution to the Global Secretarial function at TIL, he was awarded with the ‘ACES Award’. He was also recognised as a “Young Achiever”, during his stint with ABFRL.

Nevaneeth Selvan
President, Europe Region
Nevaneeth Selvan has been an integral part of EPL Limited since 1997. As President of the Europe Region, he spearheads our strategic growth initiatives in the European market while overseeing business operations in Poland, Germany and UK. EPL continues to solidify its foothold in Europe by fostering innovation and excellence under Nevaneeth's guidance, paving the way for a successful future.
Nevaneeth has been a core member of the Europe regional team as Regional Manufacturing Head before stepping into the role of Regional President. He holds a Bachelor of Engineering and an Executive MBA from S.P. Jain Institute of Management & Research.
Through his tenure of over 27 years at EPL, Nevaneeth has excelled in various roles across corporate and regional teams, managing technical and production profiles. His leadership has been instrumental in driving critical central projects focused on margin improvement, cost optimization, and the development of technology roadmaps. He has been a Global Lead for Technology & Manufacturing Excellence and has also significantly contributed in setting up our green field projects in US, Russia and India.

Thomas Stephen
President AMESA
Thomas Stephen joined EPL in August 2025 as President AMESA (Africa, Middle East and South Asia). Thomas has been in leadership roles across manufacturing across strategy, sales, marketing, purchasing & general management during his career with Cummins, Grindwell Norton and Piramal Glass. He holds dual MBAs-from IIM Mumbai and Kelley School of Business, Indiana University, USA along with a Bachelor's degree in Mechanical Engineering. As the head of AMESA, he leads some of the fastest growing markets in the world and the biggest revenue generating region for EPL.
Initiatives
Digital
Transformation
-
Hire to
RetireEPL’s complete Hire to Retire business process for managing employee life cycle has been digitized by deploying the cloud-based solutions, meeting the highest global compliances standards like GDPR.
-
Procure
to PayComplete Procure to Pay process has been automated and digitized to manage payments to partner eco system.
-
Customer
CollaborationElectronic Artwork collaboration Tool (eACT) has been implemented globally to digitize capturing of customers requirement of printing their Artworks on tubes and automating complete approval process online. This has reduced errors, cycle time and ensured safety of all stake holders, especially during ongoing Pandemic.
-
Shop Floor Digitization
Shop Floor Operations and Maintenance processes have been digitized by implementing Industry 4.0 solutions, IoT and integrating the same ERP to enable preventive maintenance, enhance utilization and efficiency of machines.
-
Supply Chain
OptimizationAdvance Planning Optimizer and Production Planning solution has been implemented in some of our units to automate the Demand Forecasting, Supply Network Operation Planning and Production Scheduling processes.

Lead in Quality by evangelizing Zero Defects

Lead in Innovation by creating stunning packaging solutions

Lead in Green by pioneering new standards in sustainability

Lead in Customization by designing for unparalleled flexibility

Lead in Costs by continuously updating technology

Lead in Experience by creating unique service signatures
Recognitions
Awards &
Achievements
EPL has received several accolades over the years for its product & services. Most recent has been our recognition as the World’s only 100% recyclable tubes. Such awards are not just milestones, but happy testimonies to excellence that EPL represents.
Click here to watch our video


India


China


Colombia


Egypt


Brazil


Poland


Philippines
Awards
Best Workplaces™ in Philippines 2026
EPL has been recognised among the Best Workplaces™ in Philippines 2026 by Great Place To Work, reflecting our continued commitment to building a strong, people-centric organisation. This recognition is grounded in the everyday workplace experience—where trust in leadership, respect, and fairness form the...
EPL has been recognised among the Best Workplaces™ in Philippines 2026 by Great Place To Work, reflecting our continued commitment to building a strong, people-centric organisation.
This recognition is grounded in the everyday workplace experience—where trust in leadership, respect, and fairness form the foundation of how our teams operate and grow. It highlights a culture that balances high performance with care, and ambition with accountability, enabling employees to contribute meaningfully while feeling valued and supported.
This achievement is a testament to our teams in the Philippines, whose feedback and engagement shape a workplace culture aligned with EPL’s global standards of excellence.
Best Workplaces for Women™ in Greater China 2026
EPL has been recognised among the Best Workplaces for Women™ in Greater China 2026 by Great Place To Work, reflecting our commitment to fostering an inclusive and equitable workplace. This recognition highlights EPL’s focus on creating an environment where women are empowered to...
EPL has been recognised among the Best Workplaces for Women™ in Greater China 2026 by Great Place To Work, reflecting our commitment to fostering an inclusive and equitable workplace.
This recognition highlights EPL’s focus on creating an environment where women are empowered to grow, contribute, and lead, supported by structured practices that enable fairness and opportunity. It underscores the importance of embedding inclusion into everyday decisions, experiences, and systems across the organisation.
This achievement is a testament to our teams in Greater China, whose collective efforts continue to shape a workplace culture grounded in respect, equity, and sustained progress.
India’s Best Workplaces™ in Manufacturing 2026 – Top 25 (Large Category)

EPL has been recognised among the Top 25 India’s Best Workplaces™ in Manufacturing 2026 – Large Category, by Great Place To Work, underscoring our commitment to building a strong, people-centric manufacturing culture. This recognition reflects EPL’s focus on creating an environment where...
EPL has been recognised among the Top 25 India’s Best Workplaces™ in Manufacturing 2026 – Large Category, by Great Place To Work, underscoring our commitment to building a strong, people-centric manufacturing culture.
This recognition reflects EPL’s focus on creating an environment where operational excellence is complemented by trust, fairness, and employee engagement. It highlights our efforts to foster a workplace where teams are empowered, capabilities are continuously developed, and performance is driven through collaboration and accountability.
This achievement reinforces EPL’s commitment to shaping manufacturing workplaces that are not only high-performing, but also inclusive, resilient, and aligned with global standards of organisational excellence.
CII National HR Excellence Awards – Significant Achievement Category

EPL’s Wada Unit has been honoured with the CII HR Excellence Award under the Significant Achievement category at the CII National HR Excellence Awards, one of the most respected recognitions in the field of human resources. This category recognises organisations that have demonstrated measurable progress in strengthening...
EPL’s Wada Unit has been honoured with the CII HR Excellence Award under the Significant Achievement category at the CII National HR Excellence Awards, one of the most respected recognitions in the field of human resources.
This category recognises organisations that have demonstrated measurable progress in strengthening HR systems and implementing impactful people practices as part of their excellence journey. The recognition highlights Wada’s focused approach towards employee engagement, capability building, and continuous improvement, supported by a strong emphasis on diversity and inclusion as a core pillar of its people strategy.
This achievement reinforces EPL’s commitment to fostering a high-performance, inclusive, and people-centric culture, aligned with global standards of HR excellence.
















































